
Pressure Test Stand
Design and fabrication of a pressure test stand for validating 1000 m rated sub-sea assemblies. Role: Main Designer, Fabricator, Assembler.

Purpose
Valley Christian High School is developing a deep-sea robotics platform for autonomously deploying student experiments to the bottom of Monterey Bay (~900 m, 1200 psi). Every pressure vessel must be pressure tested before deployment — retrieval of components from the seabed is expensive. The stand needs to test 10+ experiments per year, exceeding the current pressure test capability of MBARI, and must simulate a full dive and ascent profile while accommodating the most common depth-rated enclosures.
Requirements
- Reach 1500 psig internal pressure for 10,000 cycles.
- Sufficient ΔP resolution to ramp pressure linearly over a 5 min dive/ascent interval.
- Internal diameter ≥ 7" and length ≥ 15" to accommodate common Blue Robotics enclosures.
- Designed to ASME Boiler and Pressure Vessel Code.
- Remotely operable; must power test article electronics and receive data during pressurization.
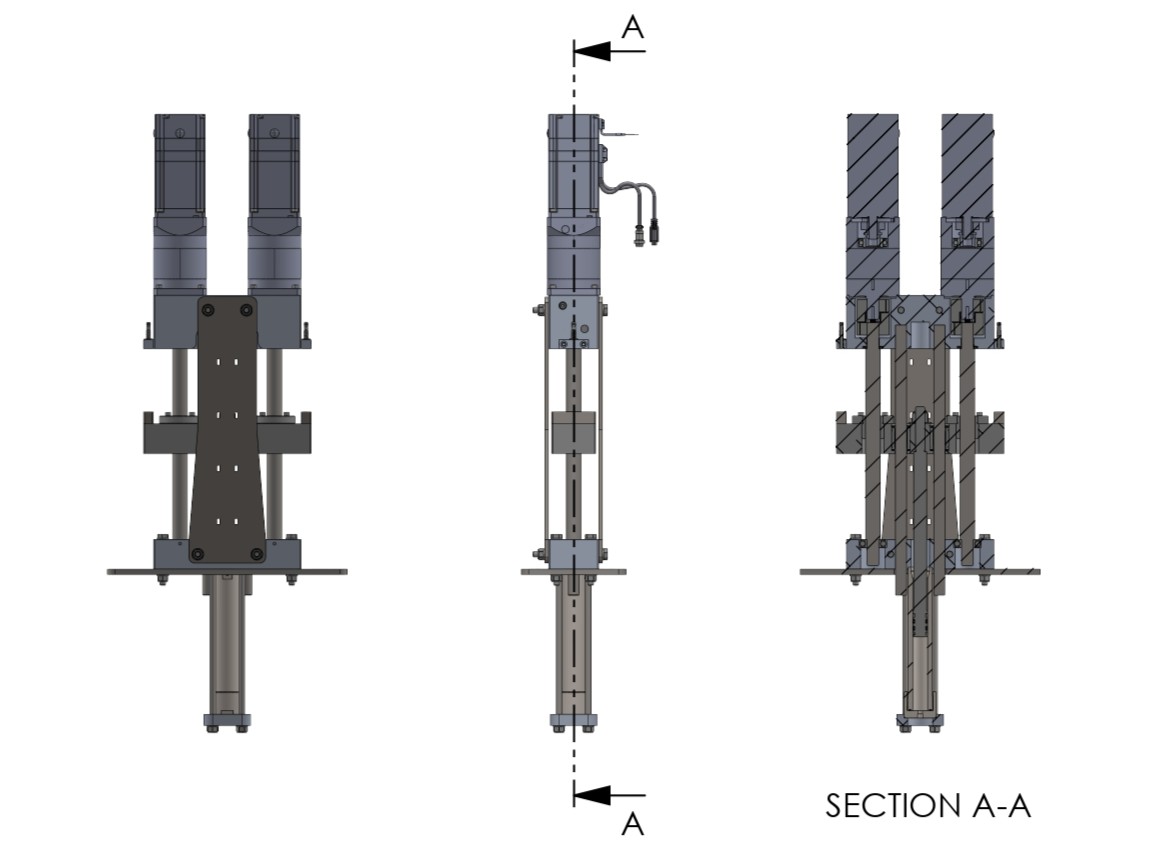
System Architecture
- Pressure generated by a custom electric ram-driven piston cylinder.
- Dual threaded closure 6061-T6 aluminum test enclosure — 7" diameter × 19.5" tall.
- 1" diameter piston with 7" stroke length; net displacement ~63 mL.
Key Design Decisions
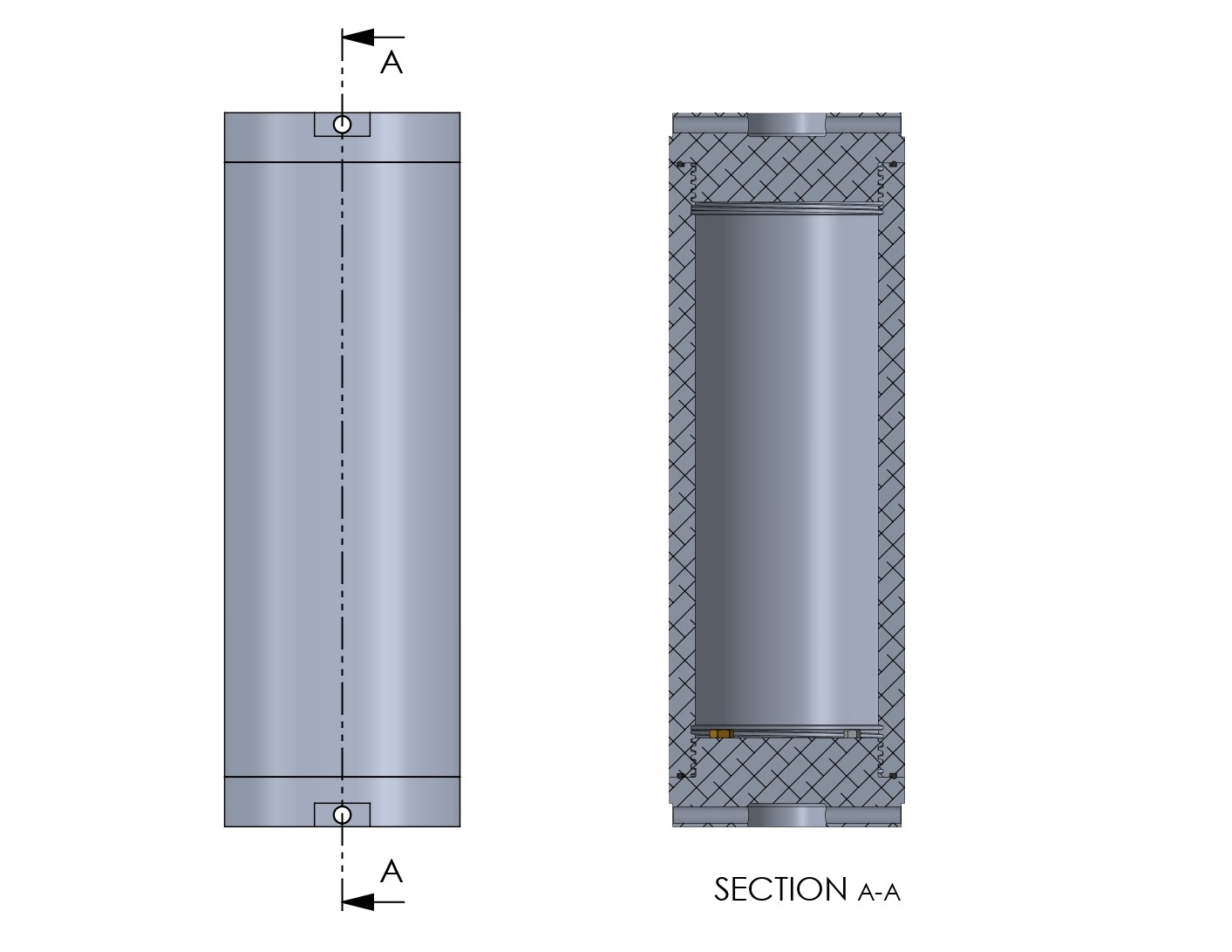
Test Enclosure
- Aluminum chosen over carbon/stainless steel for lower material and machining cost; corrosion handled by Type III hard anodizing.
- 1" wall thickness (vs ASME minimum 0.610") to accommodate properly sized threads and O-ring seal. 2.5" endcap thickness (vs minimum 1.759") for flange sealing surface.
- 3 TPI ACME threads selected over buttress threads — higher shear area and lower flank angle than V-threads, and avoids tolerance issues after anodization that buttress geometry introduces.
- Threaded closure preferred over bolted: faster closing, more consistent O-ring seating pressure, no torquing of multiple fasteners. Galling risk mitigated by hard anodizing. Endcap carries ~58,000 lbf at full pressure.
Piston / Cylinder
- Stainless steel chosen for corrosion resistance and surface finish requirements (honed 16 Ra wall); aluminum corrosion would erode O-ring seals.
- Settled on 1" diameter, 7" stroke (L/D ≈ 9) to balance force requirements (1200 lbf / 5.25 kN at max pressure) against manufacturing difficulty. Larger bore reduces stroke but sharply increases force; smaller bore increases tool deflection and surface finish cost.
Electric Ram
- Electric stepper selected over hydraulic — high-resolution hydraulic pumps were costlier; steppers provide the required ΔP resolution.
- 8.5 Nm NEMA 34 closed-loop stepper with 20:1 planetary gearbox (94% efficiency); closed-loop required for synchronizing dual leadscrews. Motor provides 6 Nm at ~120 RPM, above the calculated minimum of 2.6 Nm for a 5 min cycle.
- 24 V brake extends motor life during long tests (up to 24 hr). Thrust bearings on motor end prevent motor shaft from carrying piston thrust load.
Safety
- 1700 psi mechanical pressure relief valve provides automatic over-pressurization protection.
- All testing conducted inside a shipping container, remote from personnel.
- Manual needle valve allows slow pressure bleed in the event of a power outage.
Status
As of 3/31/26:
- Complete: Most parts machined except piston block; fit test of major ram components and test chamber; all materials purchased; frame components cut and ready to weld.
- In Progress: Cylinder manufacture (challenging L/D ratio and surface finish); frame welding and painting; stainless tubing fabrication; final integration and testing.